Contact us
The primary objective that many companies pursue in wastewater treatment is to minimize the amount of wastewater that must be disposed of. The driving force behind this objective can have different reasons: On the one hand, a reduction in the volume of wastewater correlates with a reduction in disposal costs. On the other hand, local infrastructure and standards of waste management companies can be a decisive factor. For example, disposal companies in India nowadays rarely take on liquid concentrates. Instead, only solid residues are accepted from the producers for further disposal. Generally speaking, large quantities of process water will have to be pre-treated and minimized through various auxiliary processes prior to disposal. Conventional ETPs (effluent treatment plants) usually consist of classical chemical/physical treatment steps and filtration processes (such as ultrafiltration and reverse osmosis). These filtration processes have the task of obtaining fresh water for the production process while at the same time reducing the amount of residue.
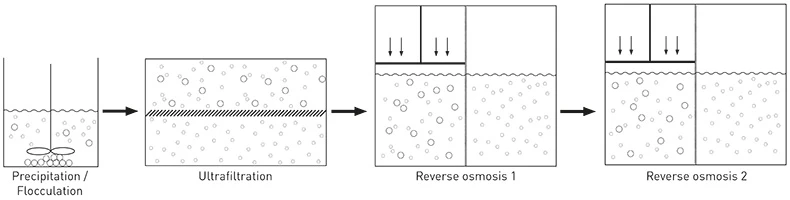
Figure 1: Conventional wastewater treatment plant.
Very often, single- or multi-stage reverse osmosis plants are found at the end of the treatment process in conventional ETPs. As the reverse osmosis process is a pure substance separation process, the companies still have to find a suitable way of disposing the remaining retentates. Mostly, these concentrates consist of water with a salt load of three to seven percent. The following analysis in Table 1 shows an exemplary composition of a process water before reverse osmosis and the composition of the retentate afterwards.
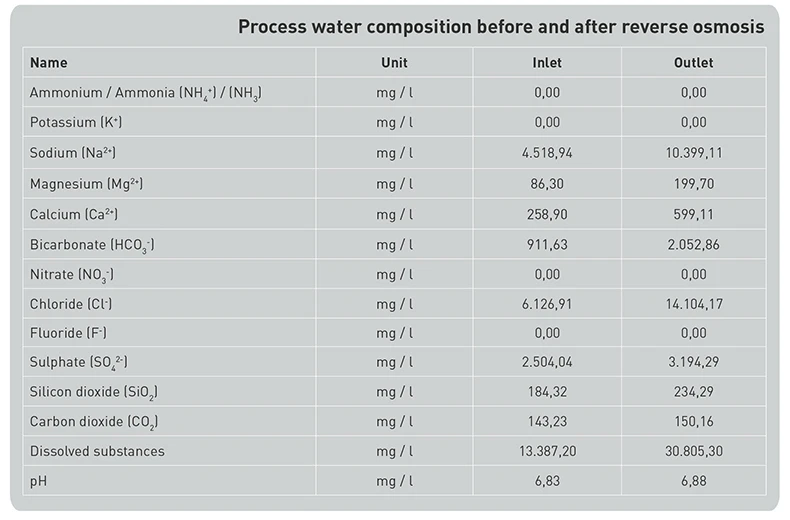
Table 1: Process water composition before and after reverse osmosis
A technology that is becoming increasingly popular for the post-treatment of retentates from the reverse osmosis plant is vacuum distillation:
Reverse osmosis is already able to reduce the wastewater quantities by approx. 60-80%. The remaining retentate can then be further processed by downstream vacuum distillation. Finally, the concentrate, i.e., the residue left over after the vacuum evaporator, corresponds to only 5-15% of the feed volume into the evaporator. This has a very positive effect on the disposal costs. In addition, vacuum distillation enables a very high recovery rate of the important resource water.
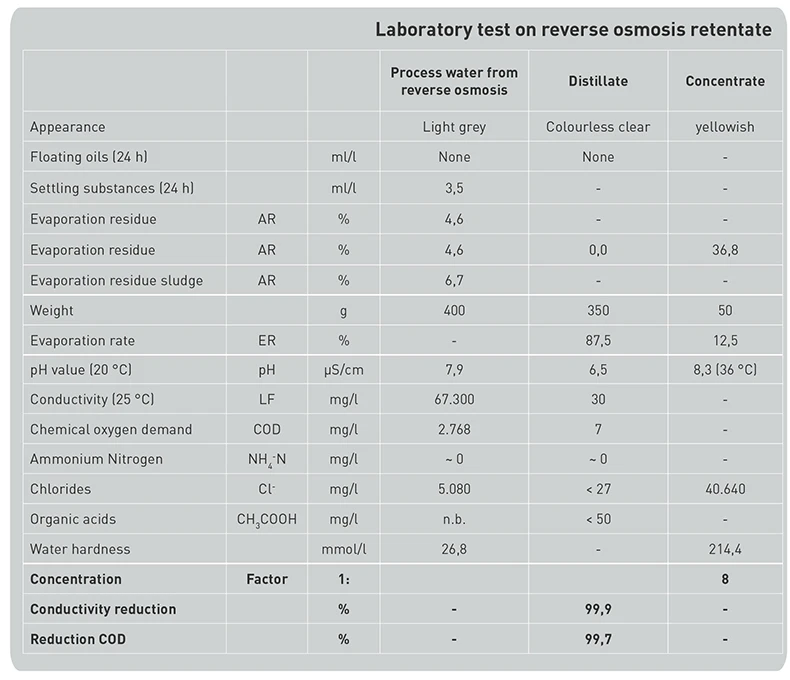
Table 2: Laboratory test of reverse osmosis retentates
Table 2 compares the quality of retentate from reverse osmosis with the distillate and concentrate roperties obtained after further vacuum distillation. In the experiment, it was possible to reduce the volume of retentate by 87.5%. The distillate shows a quality similar to deionized water and as such is perfectly suited for recirculation back into the production process.
To maximize the use of the precious resource water and to further reduce down the residual amount of concentrate, the combination of a VACUDEST vacuum evaporator with a VACUDEST ZLD is highly recommended. The VACUDEST ZLD is a post-concentrator system for further volume reduction of the liquid concentrate from the VACUDEST. It can be used to concentrate evaporator concentrate to only 20% residual water content and has a capacity of up to 300 m³ per year. Again, efficient energy recuperation leads to low energy consumption of less than 150 kWh/m³. When the end of the cycle is reached, the concentrate, which is still hot, is pumped out of the VACUDEST ZLD into a container. During cooling, the solubility limit of the dissolved salts is frequently exceeded and the salt-containing residue precipitates as solid and can be disposed of as such at cheaper rates. The smaller volume of the evaporation residues enables a reduction in disposal costs of up to 50% compared to vacuum distillation without ZLD.
In the VACUDEST process, which is generally inspired by nature, only the water phase is evaporated, while undesirable contaminants such as salts, heavy metals, many organic molecules and oils are left behind. The evaporated water condenses and is discharged from the system as pure water. It can be reused in production, just like the permeate from the reverse osmosis system. The big advantage of vacuum distillation with the VACUDEST system is the intelligent energy recycling. Distillation in a vacuum reduces the evaporation temperature of the water to approximately 85 °C. The energy consumed during the evaporation process is partly recovered and reused in the vapor production process; it is the energy of condensation, that is used to warm up and evaporate new waste water. Hence, compared to atmospheric evaporation, 95 per cent energy can be saved. Moreover, compared to alternative treatment processes, the operating costs of a VACUDEST can be as low as 10 €/m³ of treated wastewater. Only a fraction of the original wastewater volume remains captured in the evaporation residue or concentrate, which has to be subsequently disposed of at minimal cost. Due to these high savings in the disposal costs, the investment in a VACUDEST solution usually pays for itself in less than two years; an amortization rate that is rarely seen for other capital investments in wastewater management. Click here for the video.
You want to be part of our team and create the wastewater-free future with us?
We will tell you how!
Your contact is:
Bettina Böhringer
Human Resources
+49 7627 9239-201
career@h2o-de.com
You have questions on our VACUDEST systems?
Kindly contact us!
Your contact is:
Thomas Dotterweich
Senior Sales Engineer
+49 7627 9239-306
thomasm.dotterweich@h2o-de.com
You need consumables, spare parts or a maintenance date?
We will be pleased to assist you!
Your contact is:
Carles Fité
Technical Customer Support
+49 7627 9239-888
carles.fite@h2o-de.com
 DE
DE  EN
EN  US
US  ES
ES  FR
FR  PL
PL