Contact
L'osmose inverse permet déjà de réduire les quantités d'eau de traitement d'environ 60 à 80%. Les rétentats restants peuvent ensuite être traités par une distillation sous vide en aval. Le concentré, le résidu après l'évaporateur sous vide, ne représente que 5 à 15 % du volume d'alimentation de l'évaporateur. Cela a un effet positif sur votre porte-monnaie sous la forme de coûts de traitement réduits. De plus, la distillation sous vide permet un taux de récupération très élevé de l'eau, une ressource importante.
Le principal objectif que poursuivent de nombreuses entreprises en matière de traitement des effluents est de minimiser la quantité de déchets à éliminer. La motivation pour atteindre objectif peut avoir différentes causes. D'une part, une réduction quantitative des effluents est corrélée à une diminution des coûts de collecte. D'autre part, l'infrastructure locale des entreprises spécialisées dans la collecte des déchets peut être déterminante. Par exemple, les entreprises indiennes acceptent plus que rarement des concentrés liquides. Au lieu de cela, seuls les résidus solides sont acceptés. Souvent, les quantités parfois importantes d'eau de process sont prétraitées et réduites au moyen de nombreux procédés. De telles ETP conventionnelles (effluent treatment plants ; en français : centre de traitement des déchets) se composent généralement d'étapes de traitement phisico/chimiques classiques et de procédés de filtration (comme l'ultrafiltration et l'osmose inverse). Ces procédés de filtration ont pour but d'obtenir de l'eau pour la production tout en réduisant la quantité de résidus.
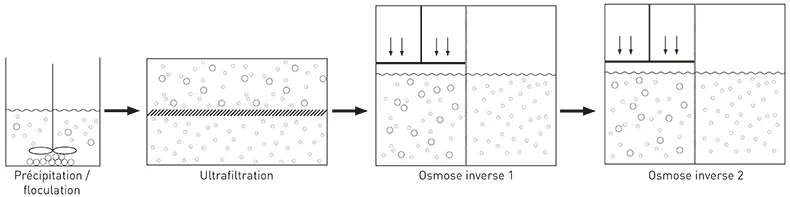
Figure 1: Installation de traitement des eaux usées conventionelle
Très souvent, on trouve des installations d'osmose inverse à une ou plusieurs étapes à la fin du traitement dans les PTE conventionnels. Le procédé d'osmose inverse est un procédé de séparation des substances uniquement. C'est pourquoi les entreprises doivent trouver une solution appropriée pour les rétentats restants. La plupart du temps, ces concentrats sont constitués d'eau avec une charge saline de trois à sept pour cent. L'analyse suivante montre un exemple de composition d'une eau de process avant deux installations d'osmose inverse ainsi que la composition du rétentat après.
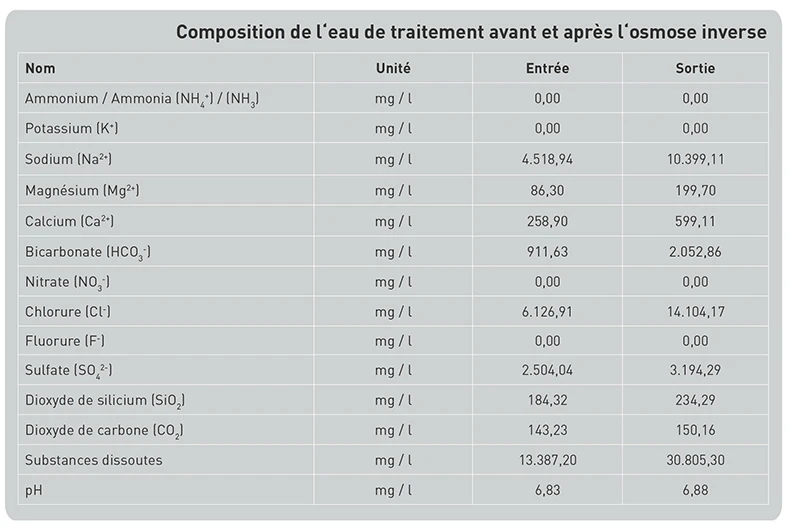
Figure 2: Composition de l`eau de traitement avant et après l`osmose inverse
La distillation sous vide est un procédé qui s'impose de plus en plus pour le traitement ultérieur des rétentats issus de l'installation d'osmose inverse :
L'osmose inverse permet déjà de réduire les quantités d'eau de traitement d'environ 60 à 80%. Les rétentats restants peuvent ensuite être traités par une distillation sous vide en aval. Le concentré, le résidu après l'évaporateur sous vide, ne représente que 5 à 15 % du volume d'alimentation de l'évaporateur. Cela a un effet positif sur votre porte-monnaie sous la forme de coûts de traitement réduits. De plus, la distillation sous vide permet un taux de récupération très élevé de l'eau, une ressource importante.
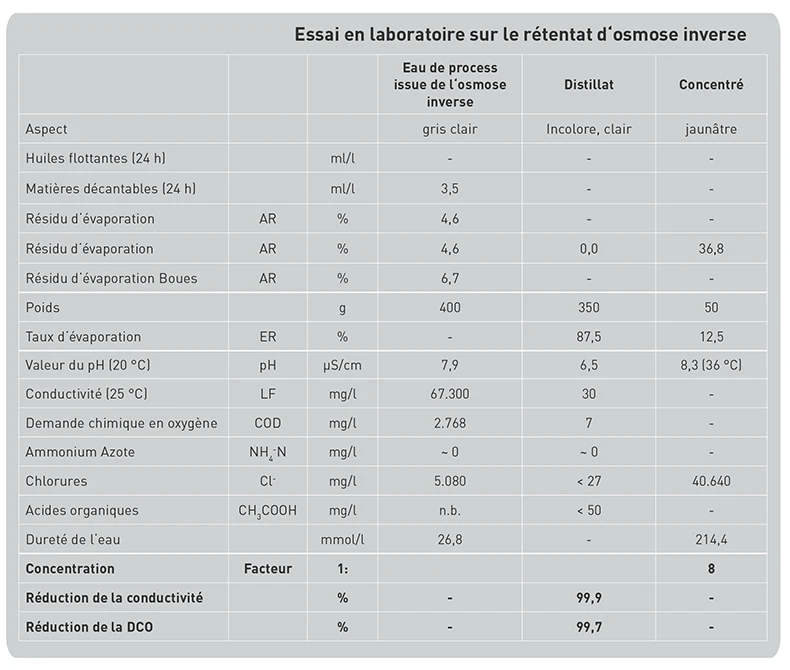
Figure 3: Essai en laboratoire sur le rétentat d`osmose inverse
La figure 3 montre les paramètres de qualité du rétentat issu de l'osmose inverse, comparés aux valeurs du distillat et du concentré après la distillation sous vide. Dans l'essai réalisé, le volume du rétentat a pu être réduit de 87,5%. Le distillat présente presque la même qualité que l'eau déminéralisée et convient donc parfaitement au recyclage vers la production.
Afin d'utiliser au maximum la ressource en eau et de réduire encore le volume résiduel de concentrat, la combinaison d'un évaporateur sous vide VACUDEST et d'un VACUDEST ZLD est optimale. Le VACUDEST ZLD est un post-concentrateur permettant de réduire davantage le volume du concentré liquide issu du VACUDEST. Il permet de concentrer davantage des volumes de concentrat d'évaporateur allant jusqu'à 300 m³ par an. Un recyclage efficace de l'énergie permet de réduire la teneur en eau résiduelle jusqu'à 20%. La consommation d'énergie est inférieure à 150 kWh/m³. Lorsque la fin du cycle est atteinte, le concentré encore chaud est transporté hors du VACUDEST ZLD vers un réservoir. Pendant le refroidissement, la limite de solubilité des sels dissous est atteinte et les résidus contenant des sels se cristallisent. Le résidu à éliminer se présente alors sous une forme essentiellement solide. Le volume réduit des résidus d'évaporation permet de réduire les coûts d'élimination jusqu'à 50% par rapport à la distillation sous vide sans ZLD.
Inspiré par la nature, le procédé VACUDEST fait s'évaporer l'eau et laisse derrière lui les impuretés indésirables, comme les sels, les métaux lourds et les huiles. L'eau évaporée se condense et est évacuée de l'installation sous forme d'eau pure. Celle-ci peut être réutilisée dans la production, tout comme l'eau purifiée issue de l'installation d'osmose inverse. L'avantage d'une distillation sous vide VACUDEST est le recyclage intelligent de l'énergie. Grâce à la distillation sous vide, la température d'évaporation de l'eau est abaissée à environ 85°C. L'énergie produite lors de l'évaporation est utilisée pour le chauffage et l'évaporation de nouveaux effluents. Par rapport à l'évaporation atmosphérique, il est ainsi possible de réaliser une économie d'énergie de 95 %. En comparaison avec des procédés de traitement alternatifs, les coûts d'exploitation d'un VACUDEST peuvent être très bas, avec 10 €/m³ d'eaux usées traitées. Dans le résidu d'évaporation, il ne reste qu'une fraction de la quantité initiale d'eaux usées sous forme de concentré, qui peut être éliminé à moindre coût. Grâce à ces économies importantes sur les coûts d'élimination, l'investissement dans un système de d’évaporation sous vide VACUDEST est généralement amorti en moins de deux ans. Click here for the video
Vous êtes bien informé et vous avez encore des questions ?
Nos experts ont la réponse.
Vous avez des questions sur nos systèmes VACUDEST?
Contactez-nous.
Votre Contact:
Vincent Egmann
Responsable Commercial France Est
+33 6 2275 3563
vincent.egmann@h2o-de.com
Vous avez besoin de consommables, de pièces ou d’une date pour une maintenance?
Nous nous ferons un plaisir de vous aider.
Votre contact:
Nathalie Bac
Conseillère technique clientèle
+49 7627 9239-510
nathalie.bac@h2o-de.com
Vous aimeriez faire partie de notre équipe et façonner l'avenir avec nous ?
Nous vous disons comment.
Votre contact:
Bettina Böhringer
Personnel
+49 7627 9239-201
career@h2o-de.com
 DE
DE  EN
EN  US
US  ES
ES  FR
FR  PL
PL